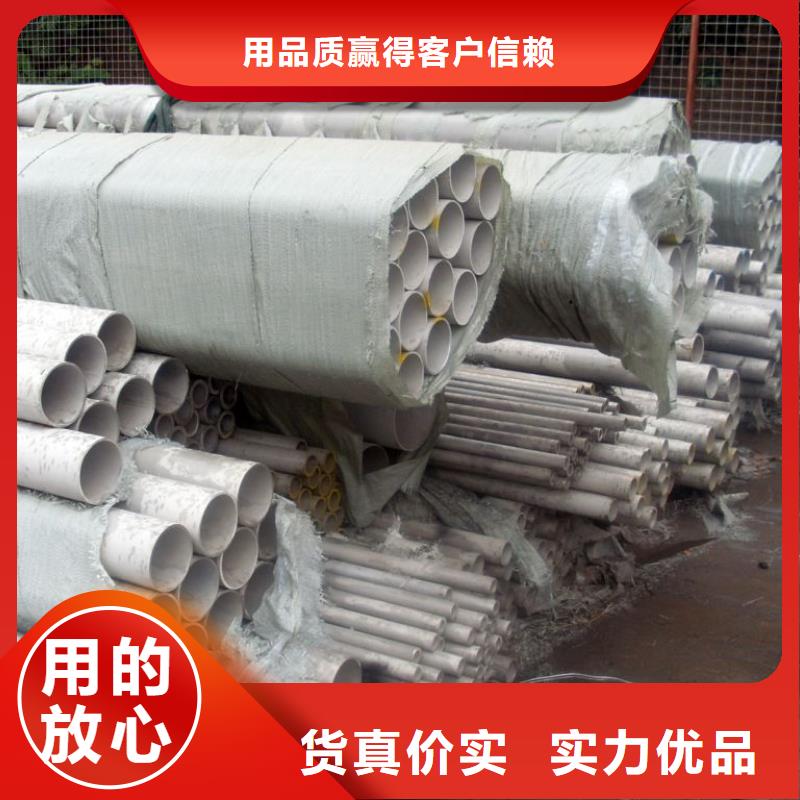
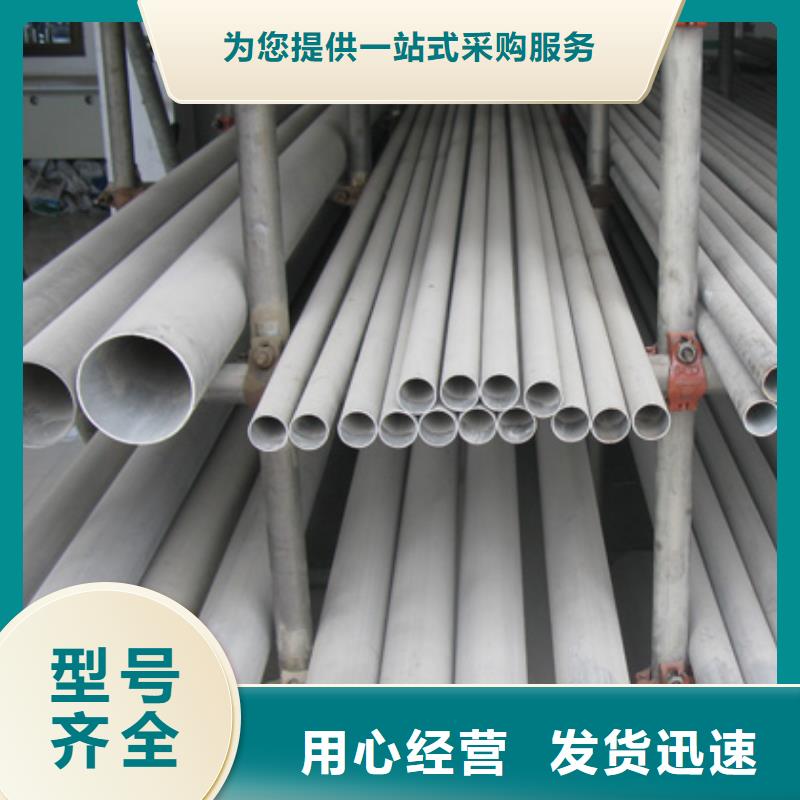
| 材质 | 201、304、316 |
|---|---|
| 规格 | 齐全 |
| 品牌 | 齐全 |
| 计量单位 | 吨 |
| 单价 | 电议 |
| 最小起订量 | 一支 |
| 包装要求 | 根据客户要求 |
| 可定制 | 是 |

国耀宏业钢铁有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 广东佛山槽钢厂家产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。



任何工件在进行机械加工之后,在外表上面都会残藏着预应力。在不锈钢工业无缝钢管上面残藏着的压应力,可以进步不锈钢工业无缝钢管自身的耐磨的性质以及受拉应力的疲惫的前度,而像在不锈钢工业无缝钢管上面残藏着的拉应力其实正与压应力相反。接下来就让我来一下,方管上面残藏着预应力的缘由。因为冷塑性而引发的变形残留的应力。在对方管在进行加工的时分,因为切削力的效果,致使方管已加工的外表遭到激烈的冷塑性而致使变形,致使这种冷塑性变形的缘由傍边杰出的是:上面的对不锈钢工业无缝钢管的外表的揉捏以及冲突而发生的塑形变形,因为方管的基体金属在这个时分正处于弹性的状况。在切削力不见之后,基体的金属就趋向于康复的状况,这个时分的方管现已遭到了塑形的外表上面的约束,致使基体康复不了本来的形状,这样就会在外表上面残藏着应压力,这些在方管上面残藏着的应压力就会到致使方管的耐磨性以及抗疲惫的强度降低。
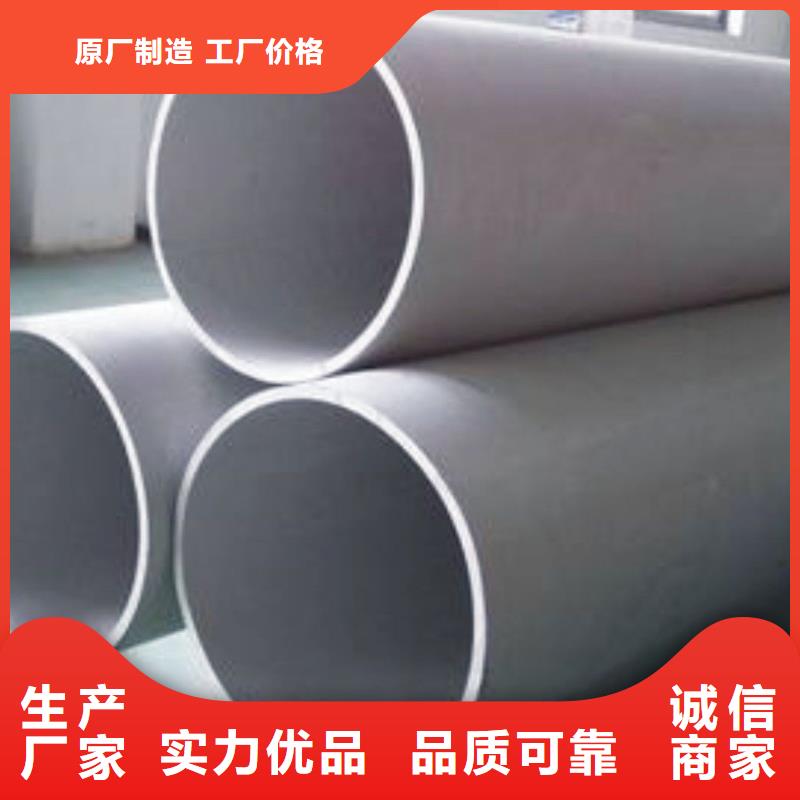
小口径不锈钢无缝管过程中,在焊接接头中产生的不符合设计和工艺文件要求的缺陷,金属不连续、不致密或连接不良的现象。未焊透是指焊接时接头根部未完全熔透的现象。未熔合熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分,点焊时电阻点焊指母材与母材之间未完全熔化结合的部分。
夹渣焊后残留在焊缝中的熔渣,夹杂物由于焊接冶金反应产生的,焊后残留在焊缝金属中的观非金属杂质 (如氧化物、硫化物等)。夹钨钨极惰性气体保护焊时,由钨极进入到焊缝中的钨粒。气孔焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。气孔可分为密集气孔、条虫状气孔和针状气孔等。咬边由于焊接参数选择不当或操作工艺不正确,沿焊趾的方管部位产生的沟槽或凹陷。



多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。